| Home | Energy Physics | Nuclear Power | Electricity | Climate Change | Lighting Control | Contacts | Links |
|---|
OTTENSMEYER PLAN IMPLEMENTATION:
Implementation of the Ottensmeyer Plan requires coordinated implementation of multiple processes. These processes must all function smoothly together to enable FNR operation as contemplated on this web site. These processes do not involve new science. However, there are many practical details that must be resolved to implement these processes.
1) Production of the 6.0 m long HT-9 steel (88% Fe, 12% Cr) 0.375 inch OD, 0.303 inch ID 0.036 inch wall thickness fuel tubes and tube bundles;
2) Dissolve used reactor fuel in HNO3 at CANDU reactor sites;
3) Selective extraction of nearly pure uranium oxide from intensely radioactive spent CANDU reactor fuel via a recrystalization cascade. See TRU Concentration. This process extracts mildly radioactive nearly pure UO2(NO3)2.6H2O as well as Np, Zr, Cs and the inert gases Ar, Kr and Xe trapped in the fuel, leaving behind highly radioactive used CANDU fuel TRU concentrates.
4) Acid recovery and packaging of mildly radioactive uranium oxide in sealed stainless steel containers;
5) Safe road and rail transport of mildly radio active uranium oxide to an interim storage site;
6) Safe rail and road transport of intensely radioactive used CANDU fuel TRU concentrates in heavy lead containers to a reprocessing site at Chalk River, Ontario;
7) Reduction of TRU concentrates to metals;
8) Molten salt electrolytic partition of metallic TRU concentrates to separate fission products, U, U + TRU, and Zr.
9) Forming new core rod material, new blanket rod material, fission product chlorides, surplus U, surplus Zr. There must be total rejection of high atomic weight U and TRU elements from the fission products;
10) Form new core fuel rods;
11) Form new blanket fuel rods;
12) Form new active and passive fuel bundles;
13) Protection of active fuel bundles from accidental immersion in water;
14) Safe rail and road transport of new fuel bundles from Chalk River to the FNR sites;
15) Fabrication of containers for fission products;
16) Safe rail and road transport of intensely radioactive fission products from Chalk River to the interim (300 year) storage vault;
17) Design and fabrication of porcelain containers for interim to long term radio isotope storage;
18) Loading of intensely radioactive containers of fission products into the surrounding porcelain storage containers with dielectric separator;
19) Porcelain storage container placement;
20) Ongoing storage container supervision;
21) Design of the high differential temperature inconel tube heat exchangers for the FNR,s NaK intermediate heat transfer loops;
22) Design of the gamma ray camera system required to sense the gamma flux emitted by each active fuel bundle;
23) Design of the laser range sensing system required to sense the vertical position of the indicator tube of each movable fuel bundle;
24) Design of the monitoring system for remote determination of the liquid sodium discharge temperature of each movable fuel bundle;
25) Design of the liquid sodium hydraulic jack system for movable fuel bundle positioning;
26) Develop a formula relating the equilibrium liquid sodium temperature in a FNR core region to the amount of movable fuel bundle insertion;
27) Develop software for automatic loading and unloading of multiple steam turbines to take advantage of the load following capability of the FNR;
28) Find solution to diffusion equation for neutrons to optimize the FNR core zone geometry.
Potential investors in FNRs must have certainty that all of the aforementioned processes have been defined in detail and that the related regulatory matters have been resolved before major capital is committed to construction of FNR fuel processing facilities and FNR pilot plants.
1) PRODUCTION OF THE HT-9 STEEL TUBES AND TUBE BUNDLES:
HT-9 is a iron-chromium alloy with very low nickel and carbon contents. The required tube material is 0.375 inch OD,0.303 inch ID, 0.036 inch wall thickness, straight to within +/-1 mm per m. At this time there may be no capacity to produce this tube material in Canada. However, the HT-9 material requirement is large. Each 1000 MWt FNR requires about 3000 km of this tubing. Hence at some point there will likely be merit in establishing a HT-9 fuel tube production capability in Canada.
Fabricating the tube bundles requires a highly automated large volume production facility with advanced expertise in automatic welding. Major Canadian companies with the capability of doing this type of work include Magna and Linamar. The actual rate of natural circulation of liquid sodium between the tubes of a representative tube bundle under intended operating conditions must be measured.
2) TRU CONCENTRATION AT REACTOR SITES:
Chemically this methodology is similar to the methodology presently used by the mining industry to extract uranium oxide from base rock. The significant difference is that instead of stable rock residue in this case the residue is intensely radioactive rare earth fission products plus transuranium actinides. The separation ratio achieveable with each step of this process needs to be measured first with non-radioactive rare earths and then with CANDU used fuel bundle material that has been in storage for at least 10 years. The process is well known but it must be implemented with automatic equipment behind a biosafety shield equivalent to a 12 inch thickess of lead. Since the mass of used fuel to be processed is large (typically about 20,000 tonnes per reactor site) the automatic equipment used must be highly robust, highly reliable and easily serviceable.
3) STORAGE OF MILDLY RADIOACTIVE URANIUM OXIDE IN SEALED STAINLESS STEEL CONTAINERS:
4) TRANSPORT OF MILDLY RADIOACTIVE URANIUM OXIDE AND NEUTRON ACTIVATED ZIRCONIUM TO THE BLANKET FUEL ROD FABRICATION FACILITY:
5) REDUCTION OF MILDLY RADIOACTIVE URANIUM OXIDE TO METALLIC URANIUM;
6) FABRICATION OF BLANKET FUEL RODS FROM MILDLY RADIOACTIVE METALLIC URANIUM:
7) TRANSPORT OF MILDLY RADIOACTIVE BLANKET ROD FUEL BUNDLES BACK TO REACTOR SITES:
A key issue during these four steps is the reduction of radioactivity per kg actually realized during the selective extraction of uranium oxide from the spent reactor fuel in step #2 above. It is currently contemplated that the radioactivity per kg in the extracted uranium oxide will be reduced by a factor of between 10,000 and 1,000,000. However, this radioactivity reduction must be experimentally measured and the thickness of the bio-safety shielding used appropriately chosen. If the radioactivity reduction actually achieved is insufficient the recycled uranium oxide will require additional bio-safety shielding both in storage and during transport. Thus a key issue in material flow design is the level of radioactivity reduction actually achieved during the selective uranium oxide extraction process of Step #2 above. Before the Ottensmeyer Plan can be implemented on a commercial scale the actual radioactivity reduction must be experimentally determined.
The blanket rod fabrication is not anticipated to be a major problem because the contemplated blanket rod fabrication procedure has been extensively proven.
8) FINAL FUEL TUBE AND FUEL BUNDLE ASEMBLY:
Final fuel tube and fuel bundle assembly is done in an argon atmosphere. Final fuel tube assembly involves heating sodium, a fuel tube and its corresponding fuel rods to over 100 degrees C, injecting a measured amount of liquid sodium into the fuel tube, inserting the the appropriate numbers of blanket fuel rods and core fuel rods into the fuel tube in the proper order, attaching the fuel tube top plug, and inserting the fuel tube into the fuel bundle assembly. Due to the radioactivity of the individual fuel tube bundle components the entire fuel bundle final assembly process must be automated and performed behind a bio-safety shield. Persons doing this work should have prior relevant experience in robotic welding and assembly automation.
9) TRANSPORT OF ASSEMBLED FUEL BUNDLES:
Assembled fuel bundles, which are highly radioactive, must be safely transpoerted from the assembly point to the FNR. The weight of the biosafety shielding required for this transportation effectively sets the maximum size of a single fuel bundle.
10) RAIL TRANSPORT OF INTENSELY RADIOACTIVE USED CANDU FUEL CONCENTATES:
The major issue is use of a transportation container that provides sufficient bio-safety shielding and that contains sufficient gadolinium to prevent the used CANDU fuel concentrates becoming critical if due to a transportation accident water penetrates and fills the shipping container.
11) CHALK RIVER:
It is contemplated that for the foreseeable future the following three processes will be implemented at Chalk River. This work should be done far from any major metropolis by psychologically stable personnel because an insane worker or a jihadist could potentially trigger a major release of radio activity.
12) REDUCTION OF USED CANDU FUEL CONCENTRATES INTO METALS
12) SEPARATION OF METALLIC USED CANDU FUEL CONCENTRATES INTO FISSION PRODUCTS, U, U + TRU, Zr:
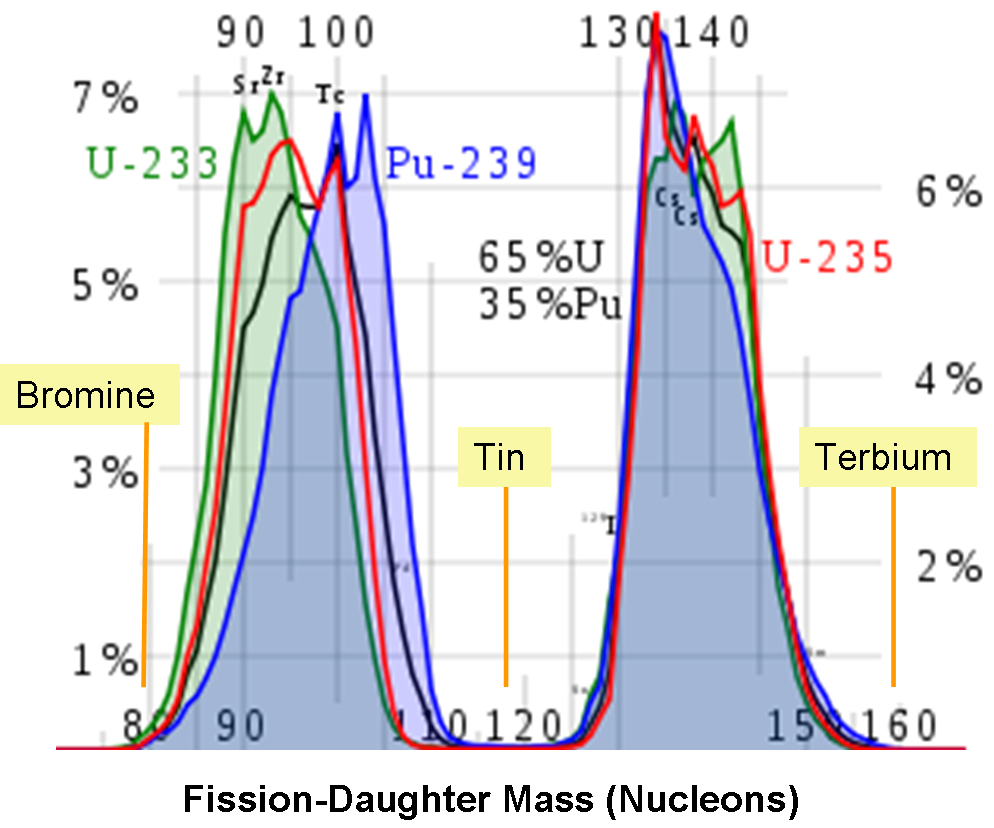
This separation process uses liquid cadmium and is known as pyro processing. Liquid cadmium is more dense than most fission products but less dense than fuel atoms, which allows sorting of atoms by their atomic weight. Individual atoms are fed to the liquid cadmium via electrolytic deposition in a molten salt solution. Further atom type separation is achieved due to the differing electrolytic and physical properties of the various atoms.
The spectrum of fission products that the separation process must manage is shown on the Fission Daughter Spectrum.
Pyro processing must be done in a hot cell. The process must be demonstrated on a small scale and then the apparatus must be scaled up by apparatus duplication. The amount of high atomic weight material in any single container at any one time must be restricted to prevent accidental formation of a critical mass. A similar process exists on a small scale at the Idaho National Lab and in the UK but needs to be transferred to Canada and scaled up.
13) FABRICATION OF CORE RODS FROM THE HIGH ATOMIC WEIGHT COMPONENTS:
This is a metal casting process involving an intensely radioactive metal alloy which is done at about 1000 degrees C in a hot cell. The mould material is silica tubing with a well controlled inside diameter. The amount of metal alloy in any single container must be restricted to prevent formation of a critical mass. This process should be monitored with a mass spectrometer or other instrument to ensure that the core fuel rod alloy composition is correct.
14) RAIL TRANSPORT OF INTENSELY RADIOACTIVE ASSEMBLED FUEL BUNDLES:
This process is primarily an exercise in design of a suitable transportation container that robustly contains enough gadolinium to provide certainty that a critical mass cannot form in any imaginable transportation accident or sabotage attempt, including water leaking into the transportation container. The corporate beneficiaries would be primarily parties in the business of rail shipment, producing stainless steel welded containers, producing cast lead shipping containers and supplying gadolinium. The exact transportation and material security protocol must be defined.
15) RAIL/TRUCK TRANSPORT OF INTENSELY RADIOACTIVE FISSION PRODUCTS:
This is primarily an exercise in calculating the maximum possible radioactivity of the concentrated fission products at the time of shipment and defining a suitable double wall transportation container. There is no concern about criticality. The corporate beneficiaries would be parties in the business of rail transport, producing welded stainless steel containers and producing cast lead shipping containers. A fission product processing and storage option is outlined by Darryl Siemer.
16) DESIGN AND FABRICATION OF PORCELAIN OUTER STORAGE CONTAINERS:
Porcelain is routinely made into tile and dish ware, is occasionally used to make large size industrial pipe that must resist aggressive chemicals but is seldom made into objects the size of the contemplated radio isotope outer containers. The obvious parties to make the porcelain outer containers are parties who already source natural porcelain clays and fire the material to make washroom fixtures. However,such parties tend to be guided by artisans rather than scientists. Some R & D is required to: suitably define the porcelain atomic mixture and firing conditions, test the material as specified and develop simple tests for confirming that the fabricated porcelain containers will be reliable for radio isotope isolation and storage. It is currently contemplated that this R & D would be principally done by Simon Fraser University which has equipment and personnel suitable for microscopic study of porcelain ceramic material. Certain specialized bulk material property tests would be done at the University of British Columbia (UBC). Representative porcelain samples can be exposed to controlled amounts of gamma radiation and tested at TRIUMF, which is located on the UBC campus.
17) LOADING OF FISSION PRODUCTS INTO STORAGE CONTAINERS, CONTAINER PLACEMENT AND CONTAINER STORAGE SUPERVISION:
This is an ongoing task for a consortium of mining companies that own suitably located large high elevation depleted mine works in crack free granite. These mine works need minor modifications to make them suitable for the contemplated application. This work includes drilling suitable gravity drains, forming cement to level the floor, forming suitable ventilation shafts in cases where none exist, installing suitable signage and installation of suitable electric lighting. There have already been preliminary discussions between Xylene Power Ltd. and TRIUMF with respect to training personnel for staffing the contemplated radio isotope storage facility.
18) DESIGN OF THE HIGH DIFFERENTIAL TEMPERATURE INCONEL TUBE HEAT EXCHANGERS FOR EACH END OF THE FNR's INTERMEDIATE HEAT TRANSFER LOOPS:
The FNR will operate with natural circulation of the primary sodium coolant. Achieving this natural circulation requires an approximately 120 degree C temperature differential across the intermediate heat transfer loops. The heat exchangers at both ends of the intermediate heat transfer loops must be designed to minimize thermal stress under all operating conditions. The steam generators and their protective gear must be designed with these factors in mind. Dr. Rhodes of Xylene acquired relevant experience in this matter while designing fired stainless steel pressure vessels during the 1980s.
19) DESIGN OF THE GAMMA RAY CAMERA SYSTEM:
The operating power of each FNR core fuel bundle is revealed by its emitted gamma ray flux. This camera must sense and output in real time the gamma ray flux emitted by each movable fuel bundle. This gamma ray camera will rely on the gamma ray optics developed for medical imaging.
20) DESIGN OF THE LASER BASED INDICATOR TUBE VERTICAL POSITION SENSING SYSTEM:
Design of the laser range finding system required to sense the vertical positions of each indicator tube. This system works via a mirror located over the FNR. This system must output in real time the insertion of each movable fuel bundle to an accuracy of +/- 1.5 mm. The maximum indicator tube vertical travel is 1.2 m.
21) DESIGN OF THE SYSTEM FOR SENSING THE LIQUID SODIUM DISCHARGE TEMPERATURE OF EACH FUEL BUNDLE:
Design of the system for sensing the liquid sodium discharge temperature of each movable fuel bundle. This system will operate based on the thermal expansion of a metal rod of known length at aknown temerature. The required laser optics must be characterized.
22) DESIGN OF THE LIQUID SODIUM HYDRAULIC SYSTEM FOR MOVABLE FUEL BUNDLE INSERTION CONTROL:
Design of the liquid sodium hydraulic system for movable fuel bundle positioning involves a liquid sodium hydraulic motor an screw jack, and liquid sodium valves for position control. It is contemplated that the valves will be argon actuated.
23) FORMULA DEVELOPMENT:
To properly size the core fuel rods it is necessary to have a formula that relates the equilibrium liquid sodium temperature in the core zone to the amount of movable active fuel bundle insertion.
24) AUTOMATIC LOADING AND UNLOADING OF STEAM TURBINES:
Develop software to make the turbo-generator electricity output follow the grid with appropriate enabling and disabling of the turbines and control of the related NaK and nirate salt pumping rates.
25) FIND OPTIMUM CORE ZONE HEIGHT:
The core zone height Lc determines Fp, the fraction of the fission neutrons that do not diffuse out of the core zone and hence are available to support the chain reaction. Determination of Lc from Fp rquires an accurate solution of the diffusion equation to quantify the flux of neutrons from the core zone into the adjacent blanket zones. We need an accurate value for Lc. For the EBR-2 Lc = 14.22 inches, but the methodology of Lc calculation was not shown. For interim purposes I initially guestimated Lc to be 0.375 m = 14.76 inches but this value will change due to fuel bundle geometry changes.
ORGANIZATION:
This work is presently being co-ordinated by Xylene Power Ltd. A related company FNR Power Ltd. owns the intellectual property (IP) and licenses that IP to Xylene Power Ltd. (Xylene) for use in Canada. This licensing arrangement is necessary to protect investors from unilateral national, provincial and municipal government legislative, regulatory and tax actions that have unforeseen and/or unappreciated consequences. All parties must appreciate that there is a major initial investment involved in the organization and engineering required to promote and launch liquid sodium cooled Fast Neutron Reactors (FNRs) and related fuel reprocessing in Canada. One of the ongoing issues is government corruption driven by the fossil fuel industry in both Canada and the USA.
There was a contractual relationship between FNR Power, Xylene and major Canadian mining interests relating to the required mine properties. The mining companies in turn have agreements or licences with: provincial governments, surface and mineral property owners and relevant aboriginal organizations.
As the Ottensmeyer Plan implementation issues are better identified, the regulatory issues are overcome and younger science/engineering/technical personnel are trained it is likely that the Xylene/FNR Power interests will be absorbed into a Canadian organization that is equipped to source and efficiently manage the required long term insurance/pension fund financing.
There is no point in seeking such long term financing until the steps set out above are fully resolved and until there is a sufficient price on fossil carbon emissions to make the cost of FNR supplied electricity and heat competitive with the cost of electricity and heat supplied by combustion of natural gas.
PESSIMISTIC VIEW:
It is possible and even likely that due to repeated procrastination by governments with respect to imposition of a sufficient price on fossil carbon emissions there will be a global large animal extinction on Earth due to atmospheric thermal runaway before FNRs can be constructed in sufficient numbers to prevent such thermal runaway occurring.
This web page last updated October 22, 2023.
| Home | Energy Physics | Nuclear Power | Electricity | Climate Change | Lighting Control | Contacts | Links |
|---|
{kind=link}